
The VSR — Latest Generation
On the VSR, router bits, blades, creasing wheels, taps, 3D probe, camera, LASER pointer… All work across the full machine format, with no offset.

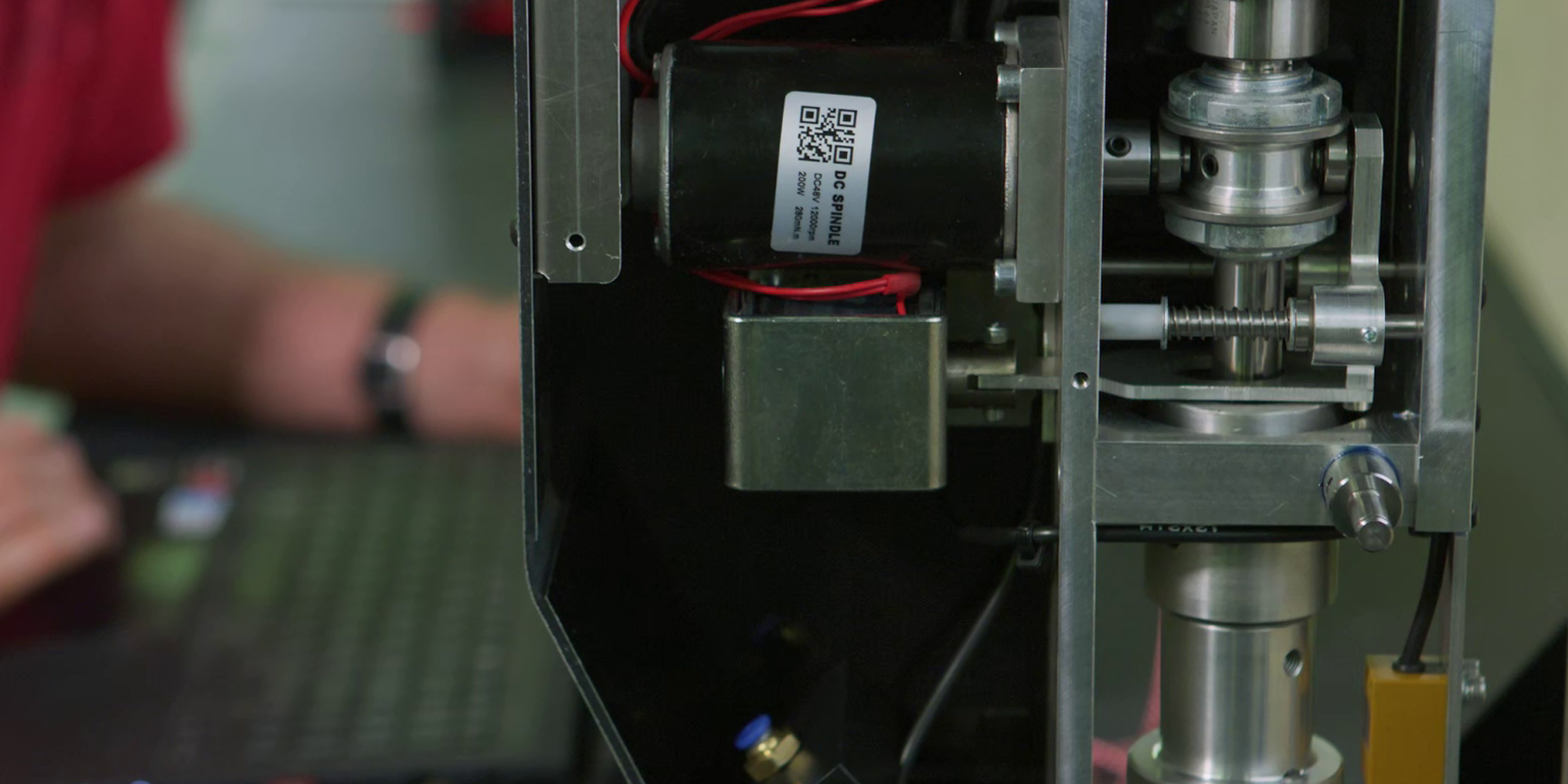
Versatility: high speed for small tools, high torque for large tools. The VSR spindle optimally handles completely different jobs while rarely using full power.

Oversized brushless AC servo motors for milling (strength and rigidity) and tangential cutting (high speed and acceleration). 26-bit encoder position control. Speed up to 74,000 mm/min.
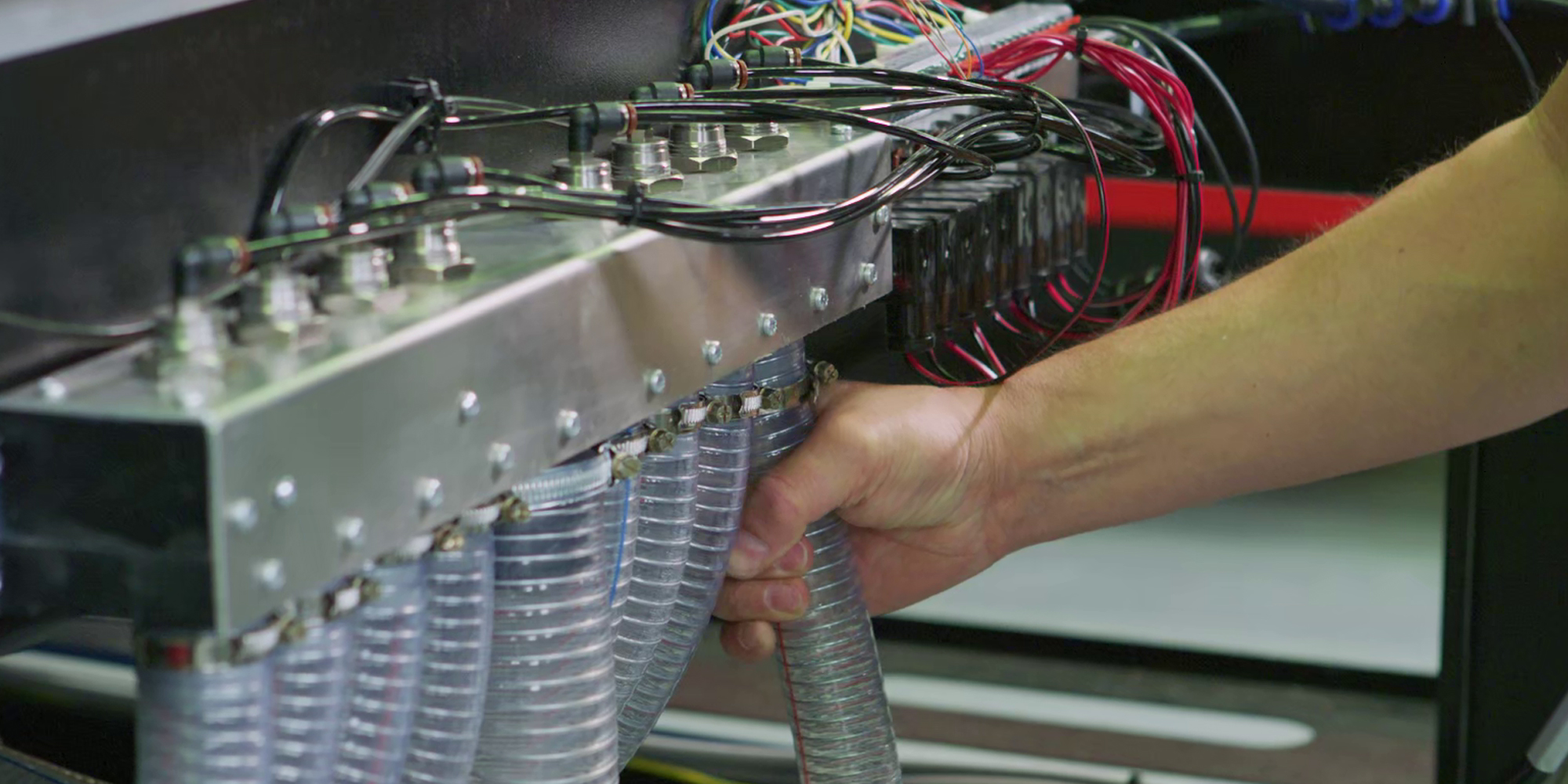
Multi-zone vacuum table (12 zones on VS2030R). Each zone is dynamically controlled by software during cutting, maximizing hold and reducing power consumption.

Vacuum is continuously monitored and the software modulates turbine power. Example: Dibond® letters cut with only 800 W. Savings can exceed €400/month. Boost mode up to 11 kW for difficult parts.

Print-to-cut front/back. The machine scans printed marks and sheet angles. Caldera® compatible. Illustrator plugins included in VERSO CAM.
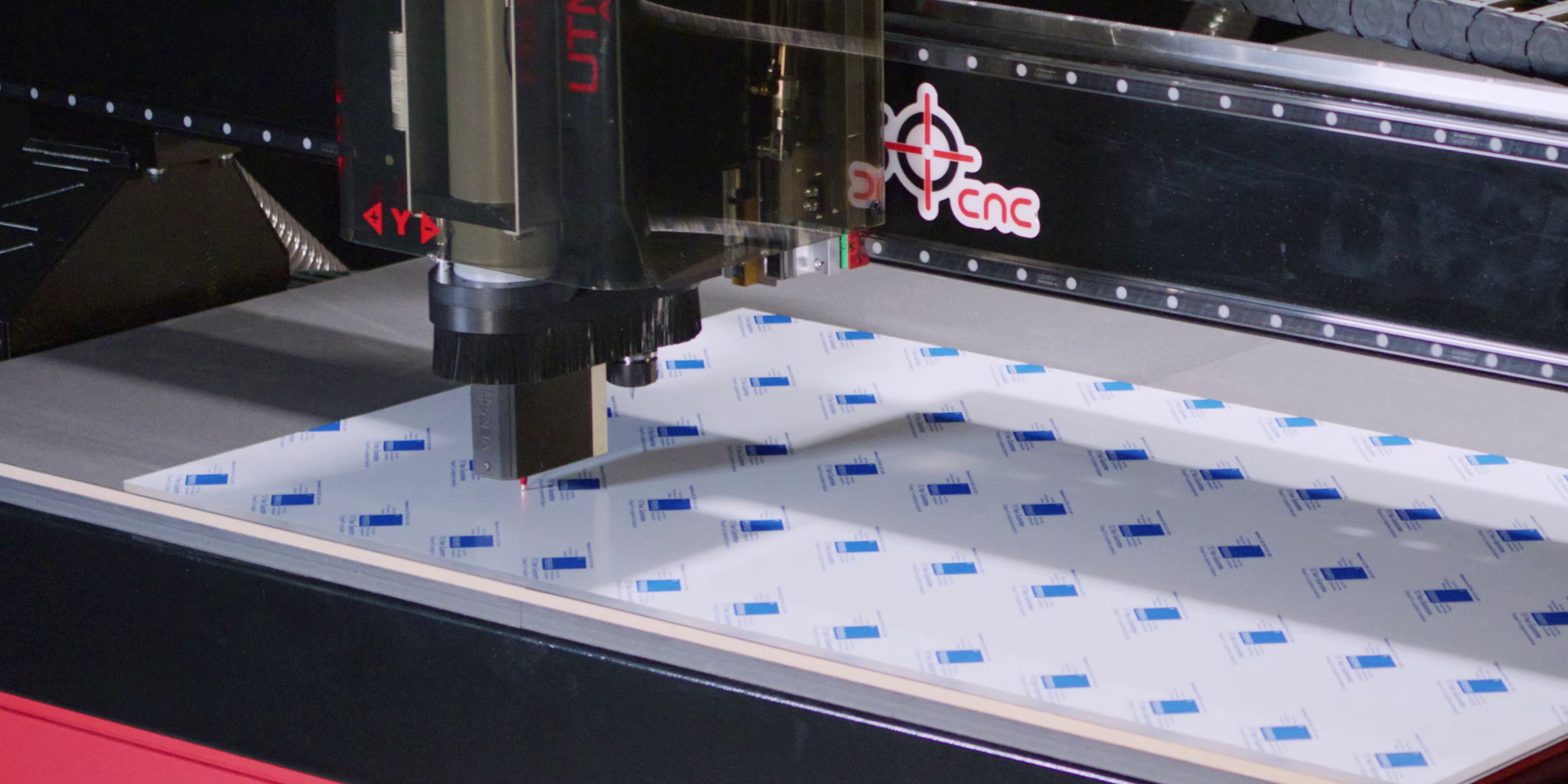
For materials with variable thickness (e.g. cast PMMA), the 3D probe maps the sheet before automatically corrected machining.

24-tool ISO 30 magazine for router bits, drills and UTM tools. Multiple safety sensors protect against operator errors.
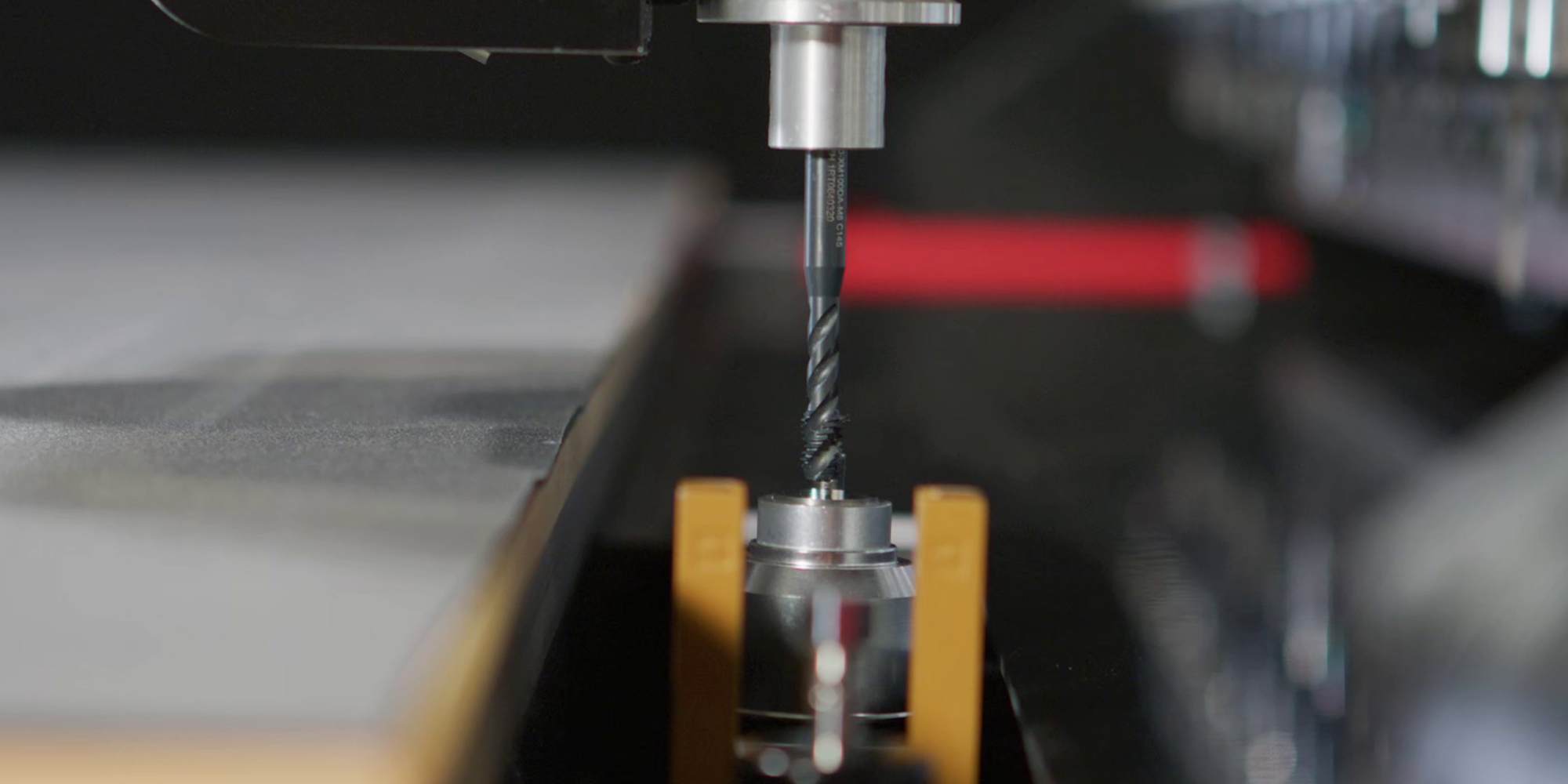
Ultra-precise electronic probe used automatically. Tool breakage detection. Air jet cleaning before each measurement.

The table probe periodically records geometry to compensate for defects. The VSR is one of the few machines capable of Hylite® 1.2 mm hinge work.
Extremely versatile module using the ISO30 changer. Tangential cutting, V-cut, creasing and tapping. Tool holders: tangential blade, oscillating, V-cut (30, 45 or 60°), creasing wheel, tap holder.
Developed and manufactured by VERSO. ARM Cortex µC + VERSO SPEEDDM firmware for high speed and very fine resolutions.
Automatic positioning for optimal chip extraction. Retract mode for ultra-sensitive materials.

275° LASER presence detection. Configurable zone to exclude obstacles. Automatic pause on intrusion. Speed limited to 30 m/min if inactive.
Contact us for a demonstration or a quote.
Contact Us